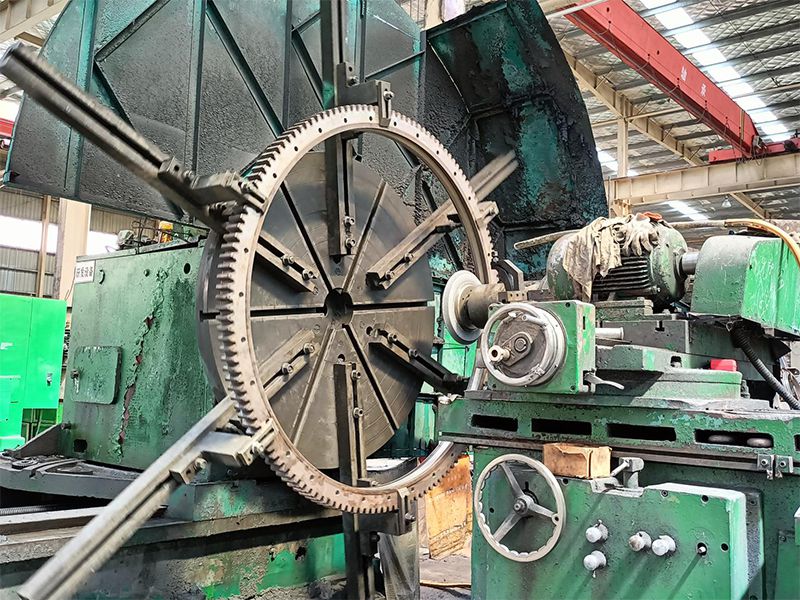
Обработка


- Грубая обработка
- После черновой обработки деталь проходит проверку ультразвуковым дефектоскопом на наличие трещин или других дефектов, что позволяет нам гарантировать стабильное качество продукции и хороший срок службы.
- Закалка и отпуск могут проводиться в соответствии с требованиями заказчика для улучшения прочности и сопротивления усталости материала.
- Обработка старением (в течение 48 часов) проводится для устранения внутреннего напряжения и предотвращения деформации заготовки.
- Чистовая обработка позволяет предотвратить деформацию деталей. Для качественной обработки зажимной инструмент необходимо сначала ослабить, а после тщательной регулировки снова затянуть.
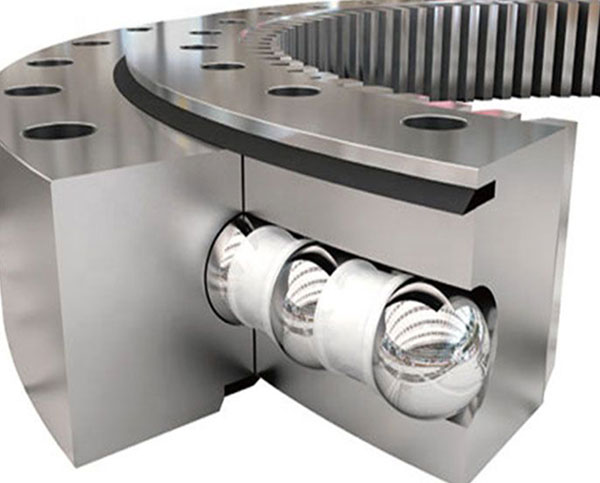
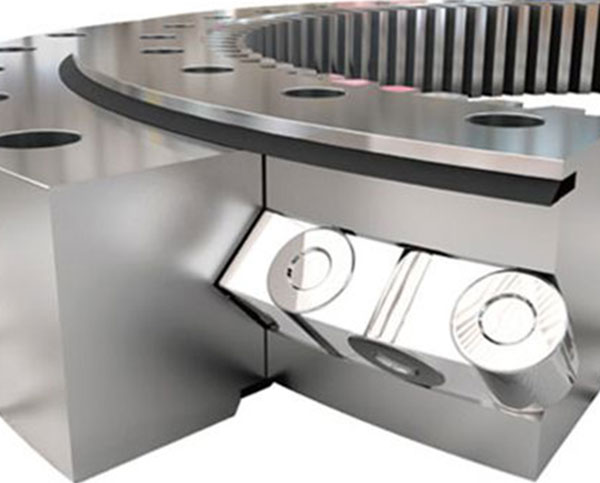
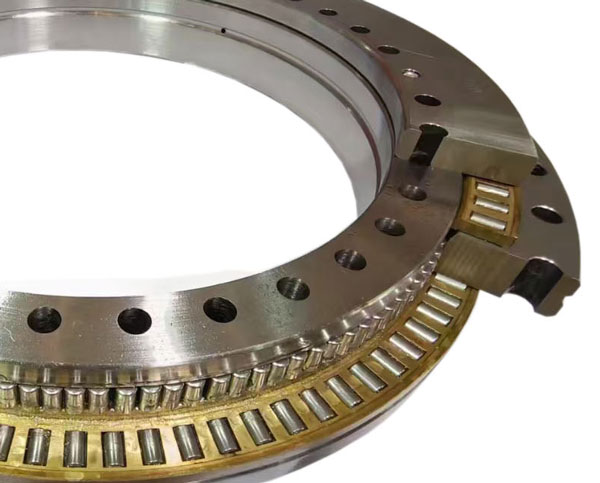
- Специальная технология для внутренних колец подшипников с перекрестными роликами и трехрядных роликовых поворотных подшипников: внутренние кольца этих подшипников должны обрабатываться попарно и разрезаться после термообработки.
Термическая обработка


- Среднечастотная закалка на поверхности дорожки качения подшипника позволяет сформировать упрочненный слой твердостью ≥55HRC, глубиной ≥4 мм и шириной мягкой зоны ≤50 мм с отметкой «S» на нем.
- Контроль проникающими веществами позволяет определить наличие трещин или других дефектов на дорожке качения.
Обработка зубчатых колес



Для подшипников с внешним или внутренним зубчатым колесом обработка зубчатого колеса должна выполняться до процесса шлифования для достижения точности зубчатого колеса.
Сверление


Необходимо запрограммировать сверлильный станок с ЧПУ в соответствии с чертежами, проверить точность размеров перед сверлением отверстий. Опорно-поворотные устройства с разрезным внутренним / внешним кольцом следует обрабатывать в комбинации, чтобы контролировать отклонение расстояния между отверстиями в пределах 0,5 мм.
Шлифование

- Грубое шлифование: используется шлифовальный круг зернистостью 36, скорость шлифования составляет ≤1500 об/мин, что позволит предотвратить повреждение дорожки качения, глубина шлифования составляет ≤1 мм.
- Тонкое шлифование: шлифовальный круг из смолы с зернистостью 46 или 60 используется для тонкой обработки поворотных подшипников и достижения требуемой чистоты поверхности и точности размеров.
Сборка


- После шлифовки проводится предварительная сборка для расчета и регулировки зазора.
- После регулировки зазора необходимо проверить пусковой момент трения. При выявлении неточностей необходимо отрегулировать дорожку качения и зазор для достижения требуемого значения.
Проверка
 Кронциркули
Кронциркули
 Циферблатный индикатор
Циферблатный индикатор
 Портативный твердомер
Портативный твердомер
 Тестер глубины упрочненного закалочного слоя
Тестер глубины упрочненного закалочного слоя
 Высотомер
Высотомер
 Магнитопорошковый дефектоскоп CDX-III
Магнитопорошковый дефектоскоп CDX-III
Проверка деталей: очистка опорных деталей, окончательная проверка и документальное подтверждение результатов.
Упаковка и отправка


Прошедшие проверку продукты очищаются, смазываются, упаковываются в индивидуальную упаковку, упаковываются в ящики и отправляются заказчику с соответствующими сертификатами.
Рекомендуемые продукты





-

Часто задаваемые вопросы
ПодробнееДа. Мы можем разработать подшипник в соответствии с индивидуальными требованиями. Пожалуйста, сообщите нам внешний диаметр, внутренний диаметр и другие параметры, и тогда мы порекомендуем вам подходящую модель.
-

Услуги
ПодробнееМы предлагаем как стандартные подшипники, так и нестандартные подшипники в соответствии с конкретным требованиям заказчиков. После тщательного изучения состояния подшипника, требуемых размеров, параметров зубьев подшипника и других характеристики, направленных заказчиком, мы порекомендуем наиболее подходящую модель. Мы также предоставляем подробные диаграммы, трехмерные чертежи и кривые нагрузки для подтверждения.
-
Подшипники на заказ
ПодробнееНаша команда готова оказать все объёмную помощь на протяжении всего процесса заказа продукта. Независимо от того, заказываете ли вы продукцию из нашего стандартного каталога или вам нужно индивидуальное решение для вашего текущего проекта, наша команда готова помочь вам на каждом этапе пути.
-

Сертификаты Качества
ПодробнееНаша компания внедрила ряд строгих мер для гарантии высокого качества производимой нами продукции.
Наша компания является высокотехнологичным предприятием. Наша продукция прошла сертификацию системы качества ISO9001-2000, CCS, ABS, BV, GL и получила многие другие сертификаты, а также получила ряд патентных свидетельств.